
Giáo trình PLC cho hệ thống tự động hóa trong doanh nghiệp. Tự động hóa trong công nghiệp hiện nay đang dần thay thế các hệ thống điều khiển bằng tay. Bộ não của cả một hệ thống tự động hóa chính là các bộ điều khiển được lập trình tự động, không phải ai cũng có thể lập trình và điều khiển hoạt động của các hệ thống PLC trong công nghiệp, cần phải trải qua học tập, đào tạo và thao tác làm quen. Hôm nay cùng chúng tôi tìm hiểu về giáo trình PLC cho người mới bắt đầu từ cơ bản đến nâng cao.
Tìm hiểu về PLC và tầm quan trọng của PLC
PLC là gì?

Ở bài viết Lập trình PLC chúng tôi đã giới thiệu chi tiết về PLC và lập trình PLC. Cùng ôn lại một chút kiến thức
PLC là cụm từ viết tắt Programmable Logic Controller. Dịch theo nghĩa tiếng Việt là Hệ thống điều khiển lập trình hoặc khả trình. Hệ thống gồm các thiết bị và các phép toán để có thể điều khiển tự động toàn bộ hệ thống trong công nghiệp
PLC hiện nay là lựa chọn số 1 thay cho các dạng điều khiển bằng tay thủ công ngày trước. Nó đã làm thay đổi bộ mặt của các ngành công nghiệp. Tuy nhiên để có thể vận hành chính xác, tối ưu nhất cho hệ thống chúng ta cần phải có các kiển thức từ cơ bản đến chuyên sâu. Chính vì vậy cần có các giáo trình PLC để có thể đào tạo sinh viên, kỹ thuật hay dùng cho người mới nhập môn và muốn tìm hiểu về hệ thống này
Lợi ích và vai trò của PLC trong quá trình sản xuất
- Điều khiển và điều khiển chính xác: Hệ thống PLC là một chương trình được lập trình sẵn để có thể tự động điều khiển các thiết bị thông qua các tín hiệu phản hồi. Nó điều khiển tự động và chính xác do được lập trình chi tiết nhất.
- Tăng độ an toàn cho người sử dụng: Các ứng dụng có độ khó cao như hệ thống van công nghiệp(Sử dụng các dòng van bướm điều khiển điện, van bi điều khiển điện, đồng hồ đo lưu lượng điện từ) ở các vị trí khó thao tác hoặc các vị trí nguy hiểm cho người vận hành chúng ta có thể kết nối van với hệ thống này. Nhận tín hiệu phản hồi sẽ đóng mở tự động thay cho còn người. Điều này là vô cùng cần thiết và quan trọng
- Tăng tính tự động hóa và giảm đi chi phí nhân công vận hành thủ công như hiện nay. Việc đào tạo nhân viên thông qua các giáo trình PLC hoặc thông qua tự học các giáo trình PLC trên mạng giúp cho việc đào tạo nhân lực nâng cao và giúp việc vận hành hệ thống tự động hóa dễ dàng hơn
- Phát hiện các lỗi trong hệ thống và sử lý nhanh chóng: Chúng ta có thể biết được hệ thống điều khiển đang gặp vấn đề hoặc trục trặc ở khâu nào để có thể khắc phục sự cố đưa vào sản xuất
- Tăng năng lực sản xuất và tăng doanh thu cho doanh nghiệp: Đây là các điểm mấu chốt nâng tầm của PLC lên nhiều lần. Giảm được các chi phí cho hệ thống, máy móc làm việc tự động và chính xác giúp cho doanh nghiệp tăng năng suất và tăng doanh thu lên nhiều lần
Nhập môn cơ bản về giáo trình PLC
Hệ thống điều khiển là gì?
Hệ thống điều khiển là tập hợp các loại máy móc, thiết bị điện tử tại một khu vực để đảm bảo rằng hoạt động của các thiết bị của quá trình sản xuất được ổn định, chính xác và an toàn
Khoa học kỹ thuật ngày càng phát triển. Từ các hệ thống điều khiển đơn giản đền hiện nay là điều khiển phức tạp gồm nhiều kiểu điều khiển hoặc vận hành khác nhau. Nó được sử dụng trong công nghiệp bởi các hệ thống điều khiển được lập trình ở mức độ cao, có sự tham gia của hệ thống máy tính giúp cho hệ thống điều khiển và vận hành chính xác hơn, đa dạng hơn.
Các thành phần chính của PLC
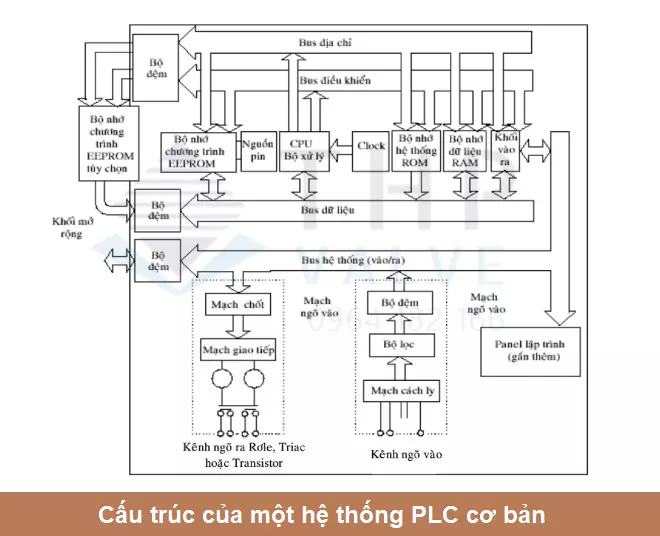
- CPU: Hệ thống điều khiển trung tâm của PLC, là trái tim của cả hệ thống
- Bộ nhớ dữ liệu(RAM): Là nơi lưu trữ các chương trình điều khiển, các giá trị đầu vào và đầu ra và các thông số cấu hình của PLC.
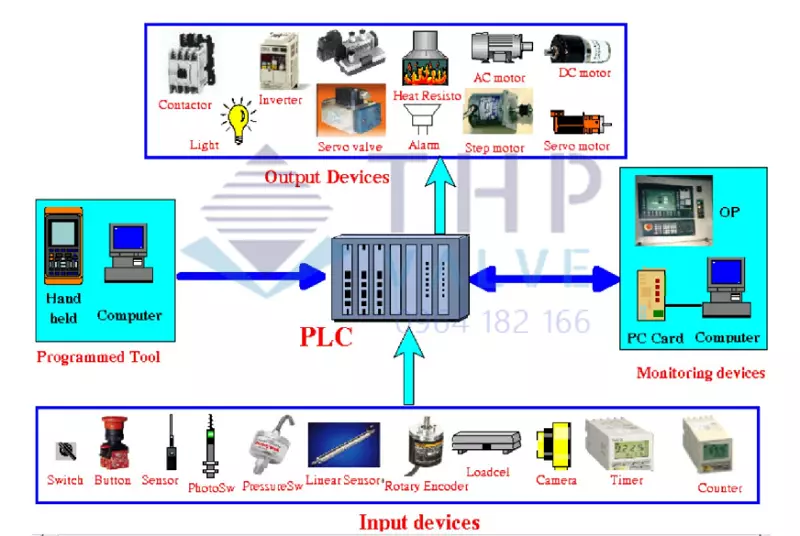
- Đầu vào(Input): Các thiết bị, máy móc, cảm biến áp lực, đồng hồ đo lưu lượng, cảm biến mức, cảm biến nhiệt…Nói chung là các thiết bị truyền được tín hiệu về
- Đầu ra(Output): Là các tín hiệu đầu ra như điều khiển động cơ, van(Van bướm điều khiển điện, van bướm điều khiển khí nén, van bi điều khiển điện…), bơm, đèn, dây chuyền, rô bốt… được kết nối với PLC để thực hiện các tác vụ điều khiển.
- Nguồn cấp: Là nguồn điện cấp cho hệ thống PLC và các thiết bị sử dụng điện trong hệ thống này
- Cổng giao tiếp: Là cổng kết nối giữa PLC và các thiết bị ngoại vi khác như máy tính, màn hình hiển thị, các thiết bị đo lường, các hệ thống điều khiển khác…
- Module mở rộng (Expansion Module): Là các module được sử dụng để mở rộng chức năng của PLC, bao gồm các module đầu vào/đầu ra, module đếm, module phát xung,…
Các thông số kỹ thuật cần lưu ý khi chọn mua PLC
- Số đầu vào và đầu ra: Đây là thông số quan trọng nhất khi chọn mua PLC. Nên tính toán số lượng đầu vào và đầu ra cần thiết để đảm bảo hệ thống điều khiển hoạt động hiệu quả.
- Tốc độ xử lý: Là thời gian mà PLC cần để xử lý một tác vụ điều khiển, phụ thuộc vào tốc độ CPU. Tốc độ xử lý càng nhanh thì PLC có khả năng xử lý các tác vụ điều khiển càng nhanh và chính xác.
- Bộ nhớ: Là dung lượng lưu trữ chương trình và các thông số cấu hình. Nếu chương trình điều khiển phức tạp, cần lưu trữ nhiều dữ liệu, thì cần chọn PLC có bộ nhớ lớn hơn.
- Độ phân giải đầu vào và đầu ra: Độ phân giải cao sẽ cho phép PLC đọc được các tín hiệu đầu vào với độ chính xác cao, điều khiển đầu ra với độ chính xác cao hơn.
- Cổng giao tiếp: Để truyền dữ liệu giữa PLC và các thiết bị ngoại vi khác, cần chọn PLC có các cổng giao tiếp phù hợp với nhu cầu sử dụng như Ethernet, RS232, RS485…
- Tính ổn định: Cần chọn PLC có độ ổn định cao để đảm bảo hệ thống điều khiển hoạt động ổn định và không bị lỗi.
- Hỗ trợ phần mềm: Cần chọn PLC được hỗ trợ phần mềm để lập trình và cấu hình, giúp cho quá trình lập trình dễ dàng và nhanh chóng hơn.
- Thương hiệu: Nên chọn PLC của các thương hiệu uy tín, được đánh giá cao về chất lượng và hiệu suất sử dụng như Siemens, Mitsubishi, Omron…là các thương hiệu nổi tiếng được sử dụng nhiều hiện nay
Ngôn ngữ lập trình PLC
Các ngôn ngữ lập trình trong các giáo trình PLC
- Ladder Diagram (LD): Là ngôn ngữ lập trình thường được sử dụng nhất trong PLC. Nó cũng thường được sử dụng trong các giáo trình PLC để giảng dạy và thực hành cho sinh viên cũng như kỹ thuật viên mới. Nó sử dụng biểu đồ các thanh ngang và dọc được sắp xếp tương ứng với các mối liên kết của các thiết bị và các đầu vào/đầu ra. Đây là một ngôn ngữ dựa trên hình ảnh, dễ hiểu và thuận tiện cho những người không có nền tảng kỹ thuật cao.
- Sequential Function Chart (SFC): Là ngôn ngữ lập trình dựa trên sự kết hợp giữa các khối logic, trạng thái và thời gian. SFC thường được sử dụng để mô hình hóa các hệ thống tự động hoặc các quy trình điều khiển phức tạp hơn. Đây là ngôn ngữ trong các giáo trình PLC nâng cao, dùng trong chuyên ngành với hệ thống điều khiển phức tạp
- Function Block Diagram (FBD): Là ngôn ngữ lập trình dựa trên sự kết hợp giữa các khối chức năng, nơi mà các khối được kết nối với nhau để tạo thành một chương trình hoàn chỉnh. FBD có thể giúp tăng tính linh hoạt và hiệu quả của chương trình.
- Structured Text (ST): Là một ngôn ngữ lập trình dựa trên văn bản, giúp cho việc lập trình trở nên linh hoạt hơn, đặc biệt là trong các ứng dụng phức tạp.
Các phép toán cơ bản của giáo trình PLC
- Phép toán AND: kết hợp 2 hay nhiều tín hiệu đầu vào với nhau. Nếu tất cả các tín hiệu đầu vào đều ở trạng thái ON (1), thì tín hiệu đầu ra sẽ ở trạng thái ON (1), ngược lại, tín hiệu đầu ra sẽ ở trạng thái OFF (0).
- Phép toán OR: kết hợp 2 hay nhiều tín hiệu đầu vào với nhau. Nếu ít nhất một trong các tín hiệu đầu vào ở trạng thái ON (1), thì tín hiệu đầu ra sẽ ở trạng thái ON (1), ngược lại, tín hiệu đầu ra sẽ ở trạng thái OFF (0).
- Phép toán NOT: đảo ngược trạng thái của tín hiệu đầu vào. Nếu tín hiệu đầu vào ở trạng thái ON (1), thì tín hiệu đầu ra sẽ ở trạng thái OFF (0), ngược lại, tín hiệu đầu ra sẽ ở trạng thái ON (1).
- Lệnh điều khiển đơn: điều khiển trạng thái của một đầu ra dựa trên trạng thái của một đầu vào.
- Lệnh điều khiển điều kiện: điều khiển trạng thái của một đầu ra dựa trên một số điều kiện được thiết lập, chẳng hạn như thời gian, giá trị của một đầu vào…
- Lệnh điều khiển lặp: lặp lại một tác vụ điều khiển nhiều lần dựa trên một số điều kiện được thiết lập.
- Lệnh điều khiển nhảy: nhảy qua một số bước trong chương trình điều khiển dựa trên một số điều kiện được thiết lập.
- Lệnh gọi chương trình con: gọi một chương trình con để thực hiện một tác vụ điều khiển cụ thể.
- Lệnh thiết lập giá trị: thiết lập giá trị cho một đầu ra cụ thể.
- Lệnh tăng/giảm giá trị: tăng hoặc giảm giá trị của một biến đếm hoặc một biến số.
- Lệnh kiểm tra biến số: kiểm tra giá trị của một biến số, nếu giá trị đó thỏa mãn một số điều kiện được thiết lập thì sẽ có tác động đến một đầu ra cụ thể.
- Lệnh lưu trữ: lưu trữ giá trị của một biến số vào bộ nhớ để sử dụng lại sau này.
- Lệnh đọc bộ nhớ: đọc giá trị đã lưu trữ trong bộ nhớ để sử dụng trong chương trình điều khiển.
- Lệnh định thời gian: thiết lập thời gian hoặc thực hiện các tác vụ điều khiển dựa trên thời gian.
- Lệnh định vị vị trí: điều khiển vị trí của một động cơ hoặc một hệ thống.
Ngoài ra còn rất nhiều các phép toán và câu lệnh phức tạp và tuỳ biến hơn nữa trong các giáo trình PLC từ cơ bản đến nâng cao. Chúng ta có thể tham khảo các tài liệu hoặc hệ thống hướng dẫn tự học PLC các bạn nhé
Các kỹ thuật kết nối đầu vào và đầu ra của PLC
Các loại tín hiệu đầu vào và đầu ra của PLC
Trong các giáo trình PLC, tài liệu PLC và thực tế hiện nay có các tín hiệu đầu vào và đầu ra của PLC như sau:
- Tín hiệu đầu vào số (Digital Input): Đây là tín hiệu đầu vào được biểu thị bằng hai giá trị 0 hoặc 1. Các tín hiệu này thường được sử dụng để đọc trạng thái của các cảm biến, công tắc hoặc bất kỳ thiết bị nào có thể cung cấp tín hiệu đầu vào 0 hoặc 1.
- Tín hiệu đầu ra số (Digital Output): Tín hiệu đầu ra số cũng được biểu thị bằng hai giá trị 0 hoặc 1 và thường được sử dụng để điều khiển các thiết bị như động cơ, van hoặc các tín hiệu điều khiển khác.
- Tín hiệu đầu vào tương tự (Analog Input): Đây là tín hiệu đầu vào được biểu thị bằng giá trị số trong khoảng giá trị cụ thể. Ví dụ: Đồng hồ đo lưu lượng nước điện từ có tín hiệu Analog báo lưu lượng đo ở mức 0 – 20m³/h. Chúng ta sẽ cài đặt tín hiệu này và biết được lưu lượng tức thời của đồng hồ đang hoạt động là bao nhiêu
- Tín hiệu đầu ra tương tự (Analog Output): Tín hiệu đầu ra tương tự được sử dụng để điều khiển các thiết bị tương tự như động cơ, van hoặc các tín hiệu điều khiển khác. Tín hiệu này được biểu thị bằng giá trị số trong khoảng giá trị cụ thể. Ví dụ: Van bi điều khiển bằng điện tuyến tính, sử dụng tín hiệu 4-20mA, chúng ta có thể sử dụng tín hiệu này để điều khiển van đóng mở theo góc quay nhằm điều tiết lưu lượng đi qua ở mức phù hơp nhất.
Ngoài các thông tin cơ bản về tín hiệu vào và tín hiệu ra trong giáo trình PLC giảng dạy. Hiện nay còn có một số tín hiệu cao cấp được sử dụng trong công nghiệp như mạng Internet, RS-232, RS-485 ở các thiết bị cao cấp
Cách kết nối với các thiết bị đo, điều khiển và điện tử khác
Đây là phương pháp kết nối được sử dụng trong các giáo trình PLC giảng dạy hiện nay. Các phương pháp này cũng được sử dụng nhiều trong công nghiệp các bạn nhé
- Kết nối điện trực tiếp: Đây là phương pháp đơn giản nhất để kết nối PLC với các thiết bị đo, điều khiển và điện tử khác. Điện áp từ các tín hiệu đầu vào và đầu ra được trực tiếp kết nối đến các cổng đầu vào và đầu ra của PLC thông qua các dây điện. Tuy nhiên, phương pháp này có nhược điểm là khó quản lý, có thể dẫn đến lỗi kết nối và không thể mở rộng.
- Kết nối thông qua mạch tách (Isolation Circuit): Kỹ thuật này sử dụng các mạch tách để giảm nhiễu và bảo vệ các phần mềm và phần cứng của PLC. Các tín hiệu đầu vào và đầu ra được kết nối với mạch tách và sau đó kết nối với PLC thông qua các cổng đầu vào và đầu ra.
- Kết nối thông qua module I/O: Module I/O được sử dụng để mở rộng số lượng cổng đầu vào và đầu ra của PLC. Các module I/O có thể được kết nối trực tiếp với PLC hoặc thông qua mạng tín hiệu.
- Kết nối thông qua giao thức truyền thông: PLC có thể kết nối với các thiết bị đo, điều khiển và điện tử khác thông qua các giao thức truyền thông như Modbus, Profibus, Ethernet/IP, và Profinet. Các giao thức này cho phép PLC giao tiếp với các thiết bị khác nhau trong một mạng tín hiệu.
Lợi ích và ứng dụng của việc học và áp dụng giáo trình PLC
Lợi ích khi học các giáo trình PLC

- Hiểu rõ hơn về nguyên lý hoạt động của PLC: Học và áp dụng giáo trình PLC sẽ giúp bạn hiểu rõ hơn về nguyên lý hoạt động của PLC và các phép toán logic được sử dụng trong quá trình lập trình.
- Có khả năng thiết kế và lập trình các hệ thống điều khiển tự động: Với kiến thức về PLC, bạn có thể thiết kế và lập trình các hệ thống điều khiển tự động để cải thiện quá trình sản xuất và giảm chi phí.
- Nâng cao kỹ năng và cơ hội nghề nghiệp: Kiến thức về PLC là một kỹ năng cần thiết trong nhiều lĩnh vực công nghiệp, như sản xuất, điện tử, điện lạnh và tự động hóa. Học và áp dụng giáo trình PLC sẽ giúp bạn nâng cao kỹ năng và tăng cơ hội nghề nghiệp trong những lĩnh vực này.
- Tăng độ chính xác và hiệu suất: Hệ thống điều khiển tự động sử dụng PLC có thể giúp tăng độ chính xác và hiệu suất trong quá trình sản xuất. Áp dụng giáo trình PLC có thể giúp bạn tăng độ chính xác và hiệu suất trong công việc của mình.
- Tiết kiệm thời gian và chi phí: Sử dụng hệ thống điều khiển tự động giúp tiết kiệm thời gian và chi phí so với việc sử dụng hệ thống điều khiển thủ công.
>>>>>>Giáo trình PLC cơ bản đến nâng cao: Giáo trình PLC-plc training manual
Ứng dụng của hệ thống PLC trong thực tiễn công nghiệp hiện nay

Việc sử dụng PLC (Programmable Logic Controller) đã trở thành một công nghệ không thể thiếu trong các lĩnh vực công nghiệp như sản xuất, điện lạnh, tự động hóa, cơ khí, năng lượng, thực phẩm, dược phẩm và nhiều lĩnh vực khác. Dưới đây là một số ứng dụng thực tiễn của việc sử dụng PLC trong các lĩnh vực công nghiệp:
- Sản xuất: Trong các nhà máy sản xuất, PLC được sử dụng để điều khiển các quá trình sản xuất, từ khâu đóng gói sản phẩm cho đến lắp ráp và kiểm tra chất lượng.
- Điện lạnh: Trong lĩnh vực điện lạnh, PLC được sử dụng để kiểm soát và điều khiển các hệ thống điều hòa không khí, máy nén và các thiết bị khác.
- Tự động hóa: PLC được sử dụng trong tự động hóa để điều khiển các quá trình như đóng/mở cửa, điều khiển ánh sáng, kiểm soát nhiệt độ và độ ẩm.
- Cơ khí: Trong lĩnh vực cơ khí, PLC được sử dụng để điều khiển các quá trình gia công, từ khâu cắt, mài, khoan đến hàn và lắp ráp.
- Năng lượng: PLC được sử dụng trong các hệ thống sản xuất và phân phối năng lượng, từ khâu sản xuất đến phân phối và giám sát.
- Thực phẩm: Trong ngành công nghiệp thực phẩm, PLC được sử dụng để kiểm soát quá trình sản xuất, bao gồm đóng gói, đóng chai, lọc và pha trộn.
- Dược phẩm: Trong ngành công nghiệp dược phẩm, PLC được sử dụng để kiểm soát các quá trình sản xuất, từ khâu đóng gói cho đến kiểm tra chất lượng.
- Khai thác mỏ: PLC được sử dụng trong các hoạt động khai thác mỏ để kiểm soát và điều khiển các quá trình đào tạo, vận chuyển và nghiền.
Trên đây là toàn bộ nội dung bài viết về giáo trình PLC cơ bản đến nâng cao. Các kiến thức khái quát sẽ được tổng hợp lại trong bài viết này
PLC((Programmable Logic Controller) rất quan trọng trong công nghiệp hiện đại ngày nay. Nó là một hệ thống vô cùng phức tạp và vận hành khó. Không chỉ đơn giản chi qua các kiến thức sơ lược nêu trong bài viết mà bạn có thể áp dụng được ngay. Cần phải có các bài giảng chi tiết, giáo trình chi tiết tại các trường đào tạo, các khóa đào tạo về PLC với các giáo trình PLC được biên soạn chi tiết.
Cảm ơn các bạn đã quan tâm bài viết, hẹn gặp lại ở các bài viết sau